
In recent years, the gear industry has proposed the direction of developing gear anti-fatigue manufacturing technology. The precision forging gear base structure has high density, the metal flow line is reasonably distributed, and it is easy to obtain a suitable tooth shape, which is an important technical way to develop gear anti-fatigue manufacturing technology. Gear precision forging also has the advantages of high production efficiency, small equipment investment, and high material utilization rate, which is conducive to cost reduction and efficiency increase of gear production. In addition, the market demand for industries such as automobiles and construction machinery that use gears in large quantities has also promoted the continuous development of gear precision forging technology. In 2008, the author published a paper on the precision forging technology of gear forgings for automobiles. After five years, the related technology has developed rapidly. This paper mainly introduces the recent progress of precision forging technology for tooth parts.
1. Straight bevel gear hot precision forging technology
The bevel gear transmission is a kind of gear transmission for transmitting motion and power between two intersecting axes of space. The teeth of the gear are distributed on the truncated cone, and the tooth shape gradually becomes smaller from the big end to the small end. For the convenience of calculation and measurement, the big end parameter is usually taken as the standard value. The angle between the two axes of a pair of bevel gears is called the shaft angle. The value can be arbitrarily selected according to the needs of the transmission. In general machinery, more than ° = 90 °. Straight bevel gear drive is shown in Figure 1.

Figure 1 Straight bevel gear transmission
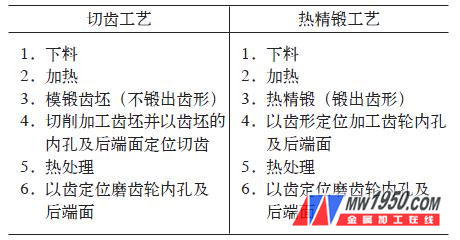
Straight bevel gear precision forging process has been used in the production of planetary bevel gears and semi-axle bevel gears for mass production of automobile and tractor differentials, as well as bevel gear manufacturing processes in agricultural machinery and engineering machinery transmission boxes, after hot precision forging The tooth profile accuracy is 8 grades and can be used directly without machining. The comparison of the production process of planetary bevel gear cutting and precision forging is shown in the following table.
Comparison of two production processes
Straight bevel gear hot forging process has been applied for many years. The main process in the early stage is open die forging with a friction press. In order to ensure that the tooth shape can be completely filled, it is generally required to pre-forge, final forge and subsequent two-cut edge. Can be completed. A large number of hot forging forming warm forging and finishing two fire forging process, the process flow is: cutting → heating → upsetting → pre-forging → cutting edge → cleaning → final forging → cutting edge → air cooling, inspection → human library . Its device configuration is generally:
(1) High-speed band saw for billet making, sand blasting machine.
(2) Heating 4000Hz, 160kW medium frequency induction heating furnace.
(3) Upsetting 800kN open press.
(4) Pre-forged 3000kN friction press.
(5) Cut the flying side 1600kN open press.
(6) Final forging 3000kN friction press.
(7) Secondary cutting edge 1600kN open press.
(8) Stacked cold storage bins.
In recent years, in order to save human resources and improve production efficiency, the company has developed automatic precision forging gear technology and equipment on hot forging presses. The main process flow: cutting → heating → upsetting → pre-forging → final forging → cutting Side → air cooling, inspection → people library. Multi-station die forging and trimming are carried out by a hot forging press. The step beam is used for the transfer between the steps and the medium frequency induction heating device can realize the unmanned production process. Its process route is shown in Figure 2. Figure 3 shows the hot forging gear working site using the walking beam manipulator to complete the automatic operation. The equipment is a 16MN hot forging press automatic forging production line designed and developed by Beijing Institute of Mechanical and Electrical Engineering. It is installed in Jiangsu Spaceship Co., Ltd.

Figure 2 Process of hot precision forging gear parts

Figure 3 Straight bevel gear hot precision forging production line
For more details, please see the attachment or Metal Processing (Hot Processing), Issue 19, 2013.
|
OTIS Elevator Safety Gear, Thyssen Elevator Safety Gear, KONE Elevator Safety Gear, GiantKONE Elevator Safety Gear, ThyssenKrupp Elevator Safety Gear, Schindler Elevator Safety Gear, XJ Schindler Elevator Safety Gear, Xizi OTIS Elevator Safety Gear, Mitsubishi Elevator Safety Gear, Shanghai Mitsubishi Elevator Safety Gear, Fujitec Elevator Safety Gear, Hitachi Elevator Safety Gear, Toshiba Elevator Safety Gear, Hyundai Elevator Safety Gear, LG Elevator Safety Gear, Sigma Elevator Safety Gear, Express Elevator Safety Gear, GUANGRI Elevator Safety Gear, FUJI Elevator Safety Gear, BLT Elevator Safety Gear, CANNY Elevator Safety Gear, SJEC Elevator Safety Gear, KOYO Elevator Safety Gear, IFE Elevator Safety Gear
progressive type safety gear, progressive safety gear, gradual-clamp safety, gradual wedge clamp safety, car safety, car safety gear, car safety mechanism switch, flexible guide clamp safety, flexible wedge clamp safety, instantaneous safety, instantaneously type safety gear, instantaneously safety gear, wedge-clamp type safety, wedge type safety gear, equalizing rod, wedge shaped jaw, safety gear, catch block, safety reset hole, safety jaw, safety block, safety plank, stopping distance of safety, safety gear block, counterweight safety, roller type safety, captive roller safety gear, sliding type safety, gradual safety |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Elevator Safety Gear,Elevator Progressive Safety Gear,Elevator Safety Parts,Escalator Parts Safety Gear
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjsmartcommercialescalators.com